
Building a Weighted Centerboard
Posted by Alan Stewart on Apr 9th 2014

The blank is glued up from laminated quarter-sawn pine about 1" larger than the board on all sides. A large flat table really helps for this part. Double and triple check that the strips end up as flat as possible with no twist.

The finished blank was too large to run through the planer at the shop. Step one was to use a large surfacing bit in the CNC Machine to take the blank down to its final thickness. Dowel pins on either end of the blank on the center line allowed the blank to be flipped so that both sides could be machined without having to worry about if the blank was aligned properly.

Step 2 was a roughing pass to remove 90% of the material not needed in the finished shape. A 1/2" end mill was used.

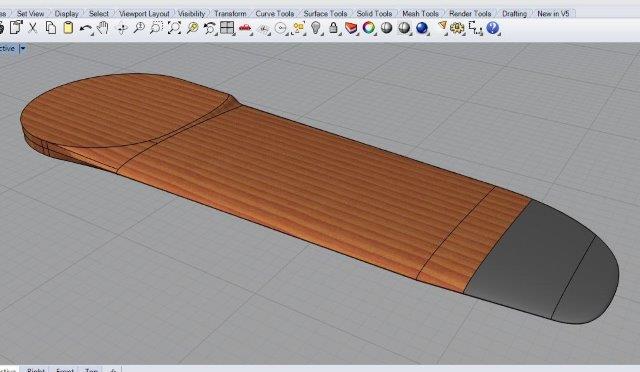
Shown here are the final seconds of machining the finished surface with a 1/4" ballnose bit. The resulting surface has small ridges that are easily sanded smooth. The machine could make the surface perfectly smooth with no sanding needed but that could take it all night! A little sanding was faster in this case.

The resulting board after machining and cutting the final profile to free the board from the blank. Pivot and uphaul holes were located perfectly by the machine. Total machining time was about 2 hours.

It's quite a big board.

The lead weight in the tip of the board was calculated using CAD and the appropriate cut was made with a Japanese saw for minimal curf. This being the first CS 20 MK3 Centerboard the tip will be used to cast the lead tip. In future boards the cut files will be modified to leave off the tip and so a smaller blank will be required.

The CNC machine sure can make a nice foil!

Pouring lead into an open sand mold. Our sand mold consists of a flask filled with hard packed "green sand" (sand mixed with bentonite clay and water). The wooden plug was used to create the cavity. We also cast a lead tip for a CS 17 MK3 at the same time. If you're interested in sand casting with green sand there is an excellent youtube channel you should visit called MyFordBoy. He has some wonderfully exciting (at least to me) casting and machining videos mainly in aluminum.
As we are just learning to use green sand we went for an open mold that resulted in parts that needed some clean up afterwards. Our holy grail is to cast an aluminum mold for the lead tips that can be machined to a perfect surface. The aluminum mold could then be used to make hundreds of perfect lead tips without having to pack sand each time.
Yes we probably should have been wearing masks but it was a particularly well ventilated (windy) day.

There was more sand texture at the bottom of the pour when the lead was hottest and swirling around the most but overall no major problems with either pour. The sand was very hot after absorbing all the heat from the lead. After casting the green can be reused over and over. The sand is put through a sieve and a little bit of water added back.

A quick wash brought the lead back to its normal cold feeling temperature.

Lead is fairly easy to work with normal wood working tools. Be sure to keep your shavings and wear a respirator and gloves. It can be planed with a hand plane if you're prepared to sharpen it afterwards.

Nice shape! After shaping, the entire tip was "keyed" up with 36 grip sandpaper in a swirling motion to make crossing scratches in the surface. This aids in the mechanical bond to the fiberglass.

Target weight: 17 lb 9 oz. DAMN IT we were off....he said sarcastically.

With the top of the board clamped to the work table, two hardwood scraps were attached to one side of the board to act as a cradle. Shims were added until the lead would drop in and sit centered and fair with the wood edge. The shims were put down with hot glue so they wouldn't fall off once the fit was perfect.

Views from the bottom. A screw holds the strips in place.

Fitting the lead. Once satisfied with the placement, the wood was wet out with un-thickened epoxy. Then a thickend mix of epoxy and cabosil was made to glue the lead to the board.

Once the lead tip was glued on, the CB was moved to the work table and the first side was glassed right away with 10oz fiberglass cloth.
A wide putty knife with thickened epoxy was pulled across the lead/wood joint to fill in any unevenness in the joint prior to laying down the fiberglass.
On the trailing edge a flat stick covered in packing tape was temporarily hot glued to the underside of the board to create a lip. Thickened epoxy was used to fill the lip and the glass was applied over top. This extends the trailing edge about 1/8" with thick epoxy and allows the TE to be shaped to an asymmetric point to reduce vibration. While a 30 degree or less trailing edge is best, an asymmetric shape with one flat side and one side cut at 45 degrees rounded into the rest of the board is very very close to ideal in terms of reducing oscillation or "board humm"
The fiberglass was cut about 2" too big and wrapped around the leading and bottom edges. A hot glue gun was used to "tack" the dry edge of the glass to the opposite side of the board to keep the glass wrapped around the edges. Afterward the hot glue was scraped off with a scraper.

Above: The finished board with a coat of epoxy to fill the weave. The wrapped glass edge was sanded and feathered into the wood before glassing the second side. The second side glass stopped at the center line and the edges were sanded smooth before coating. The lead tip is held on with fiberglass alone no other mechanical fasteners. The board being nearly and inch wide at the tip gives the fiberglass (which has a very high tensile strength) a lot of leverage to resist bending at the tip.